
激光辅助超声表面强化加工系统结构设计-开题报告-机械毕业设计资料


开题报告
设计题目 激光辅助超声表面强化加工系统结构设计
一、 课题的目的及意义:
1.1 背景
机械零件丧失工作能力或达不到设计要求性能时,称为失效。失效并不单纯意味着破
坏。机械零件失效的形式有:因强度不足而断裂、过大的弹性变形或塑性变形、因化学或电
化学引发的腐蚀、受摩擦表面的过度磨损、啮合表面的胶合和接触疲劳等等。断裂、磨损、腐
蚀和疲劳是机械零件失效的主要形式[1]。各类机械设备中承受动载荷的重要承力件因磨损、
腐蚀和疲劳而造成设备寿命缩短,能耗增高等诸多缺陷,由此每年给我国带来上千亿元的
经济损失。据研究表明:采用表面强化技术,可使零件表层产生残余压应力,与此同时消
除残余拉应力、冷作硬化并减小了其表面轮廓的微观不平度,减小表面粗糙度值,使得材
料表面光滑平整。表面粗糙度减小可以有效减轻应力集中和裂纹萌生现象,延长零部件的
疲劳寿命,减少材料与腐蚀介质的接触面积,提高零部件的耐蚀性能[2]。
在实际工作中,机械零件的失效大多发生在表面或亚表面,这直接影响到机械零部件
的综合服役性能,因此机械零件表面强化成为了机械产品关键零部件不可缺少的加工工
序。
机械零件的疲劳破坏大多都是从表面开始的,进而逐渐向材料内部扩展,由此可见机
械零件表面的性能状态和组织结构将直接影响着机械零件的使用性能和服役寿命。因此,
通过表面强化技术来提高机械零件的表面质量和性能,对延长机械零件的使用寿命具有极
其重要的意义。
随着超声加工技术的发展,将超声频振动引入到表面强化工艺中,即进行超声表面强
化,已成为表面强化技术发展的新方向。超声表面强化技术是在传统的表面强化工艺基础
上施加超声频振动,实现超声加工技术和传统表面强化技术的优势互补,达到优良的强化
效果,并提高了效率。
超声表面强化加工根据工具头的形状和加工方式可分为:超声喷丸技术、超声滚压技
术以及超声冲击技术。如图 1-(a)所示:超声喷丸装置,与传统喷丸原理相同,主要将超声
加工系统产生的机械能传递给容器中的球丸,球丸获得动能并以一定速度撞击待处理试样
表面。试样发生塑性变形导致球丸的动能发生损失,随后以较小的速度返回撞击超声振动
的工具头,反复进行从而实现材料表面强化处理。如图 1-(b)所示:超声滚压装置,超声滚
压是一种动态滚压技术,在传统的滚压强化上施加超频振动给滚子,滚子与工件接触,当
压力高于工件的屈服强度而发生塑性变形,材料表面形成一定梯度的硬化层并引入有益的
压应力。如图 1-(c)所示:超声冲击处理装置,超声冲击处理是通过超声振动产生的机械能
直接作用在冲击针上,冲击针高频振动使材料表面发生塑性变形,形成一定梯度的纳米层
结构。超声表面强化在未来的机械零件精加工中具有良好的发展前景和宽广的应用领域。

超声喷丸 超声滚压
超声冲击
图1 三种表面强化技术示意图
1.2目的及意义
大部分高强度金属具有低塑性的特性,此类金属的加工需要一定的侵蚀性条件(例如
高喷丸强度),这可能导致机械零件表面或亚表面发生开裂。超声表面强化在加工一些高强
度金属机械零件(弹簧钢或钛合金)时需要较高幅度的超声振动,这通常会导致机械零件表
面发生破裂、表面光洁度降低,最终导致机械零件的疲劳性能和耐腐蚀性能降低。
但通过加热机械零件表面可以提高表面金属的热塑性,通过提高零件表面温度可以有
效地处理硬脆金属而不会导致金属表面开裂。超声强化处理工具头的高频外激振动冲击零
件表面,促使表面和亚表面材料产生大的塑性变形,从而可以形成纳米级的表面层,有效
改善构件表面微观形貌,改善构件表面粗糙度、引入硬化层提高表面硬度。
深冷处理可以抑制超声强化产生的晶体位错的滑移及湮灭行为,使得晶格内部能够容
纳更高密度的位错,并且超低温导致金属变形储能增大,材料在变形后动态再结晶时晶核
数明显增加,可以有效细化材料表层的晶粒尺寸和产生高幅值残余压应力从而提高材料的
表面力学性能。
本次毕业设计希望可以设计出一种结合激光加热和氮气深冷处理的创新复合超声强化
系统来提高零件的表面性能。
激光辅热和超声强化后深冷处理,可以用于低塑性零件的表面强化处理和提高强化性
能。激光辅热解决了高脆硬性材料在高频超声冲击中表面开裂或产生裂纹的缺陷;强化后
的深冷处理能够有效抑制材料的塑性变形的动态回复,增加了材料的变形存储能,从而提
高了零件的强度。
二、近几年的研究现状:
当今世界上主流的超声表面强化工艺是超声喷丸,超声滚压和超声冲击。
2.1 超声喷丸
超声喷丸是超声冲击与传统喷丸强化技术相结合的一种新型表面强化技术。
在美国、欧洲等国的航空领域,超声喷丸早已有了广泛的应用,国内超声喷丸技术方面的

研究则刚刚起步[4]。1996 年,法国SONATS 公司开始超声喷丸技术的研究,目前已研制出
一套超声喷丸的机械设备并开发出相应的喷丸工艺,在航空航天、汽车工业、船舶工业等行
业广泛应用[5]。
北京航空制造工程研究所的张新华等人[6]分别采用超声喷丸和普通喷丸对 7075-T651
铝合金材料进行加工,观测对比加工后的表面粗糙度值、表面硬化程度和表面残余应力等
表面特征参量。实验结果表明:经超声喷丸加工后金属材料的表面粗糙度值仅为普通喷丸
加工后的 35.5%,同时表面硬化程度略高,并且形成的最大残余压应力增大了 31.9%。
南京航空航天大学的闫琳琳[7]设计并制作了一套超声喷丸加工装置,基于此装置对
Q235 钢板试件开展超声喷丸加工实验,对被加工材料的显微硬度及表面残余应力进行测
量,并与原始未加工试件的显微硬度及表面残余应力值作对比,可明显看出超声喷丸加工
对试件的强化作用;随后通过观察被加工试件的成形曲率,发现厚度为 1.5mm 的试件比
厚度为 2mm 的试件成形曲率要大,得出在一定范围内,随着喷丸时间的增加,试件的成
形曲率变大。
山东大学的朱立华[8]运用喷丸装置展开实验,研究了喷丸时间、丸粒直径、冲击振幅等
喷丸加工参数对纯钛表面粗糙度的影响,总结出随着喷丸时间间隔的减小,试件表面粗糙
度值变大,并且到达某一值后不再明显变化;随着冲击振幅变大,表面粗糙度值变大;随
着丸粒直径增大,粗糙度的值变大。
2.2 超声滚压
超声滚压是超声冲击与静载滚压技术相结合的一种表面强化技术。
诺丁汉大学的 Bozdana 和大阪大学的 Tsuji 等人[9-10]运用超声深冷滚压技术对 Ti-6Al-
4V 试件进行了加工处理,发现在超声深冷滚压加工时,当采用较大的压应力后试件可获
得较大的表面塑性变形,与此同时大深度、高幅值的残余压应力在试件表面生成,加工硬
化层在表面出现,表面粗糙度大大降低,且试件的抗疲劳强度能力和抑制裂纹扩张的能力
显著提高。
装甲兵工程学院的吕光义等人[11]在TC4 表面制备线形和圆形的模拟缺口,定量研究
超声深滚减小 TC4 表面粗糙度和修复表面损伤的作用,研究发现超声深滚加工对消除加
工痕迹、表面微损伤等表面缺陷有显著效果,并且可以提高和恢复老旧零件的疲劳性能,
与此同时,使表面粗糙度值大幅降低,可以使磨削态的钛合金表面粗糙度值由 Ra2.32 降
低到 Ra0.1。
北京航空航天大学的李瑞峰等人[12]运用超声滚压技术对高强钢大直径内螺纹进行加
工,通过对比分析超声滚压前后的螺纹试件表面,发现超声滚压具有消除螺纹表面残留加
工痕迹的效果,受超声滚压的螺纹牙底表面粗糙度值相比于未受滚压的螺纹牙底降低了约
50%,且相比于受普通滚压的降低了约30%。受超声滚压后试件的表面硬度相比于未受滚
压试件提高了 17%,且相比于受普通滚压的提高了约14%。受超声滚压后试件表面残余应
力相比于未受滚压试件提高了 60%,且相比于受普通滚压的提高了约50%。综上可见超声
滚压对于提升高强钢大直径内螺纹的表面质量效果显著。
众多学者研究表明,由于超声冲击造成的形变诱导金属表面晶粒细化,金属表面结构
纳米化是超声滚压加工形成表面强化的主要原因。天津大学的刘宇[13]研究了超声滚压加工
后40Cr 的力学性能,对加工试件进行了纳米压痕试验,获得了弹性模量、纳米硬度等材料
参数在超声滚压后的变化。结果表明:材料的弹性模量自材料表面向材料内部,沿着试件
厚度方向逐渐变小。随着加工末端振幅和静压力增大,表层各深度的纳米硬度均显著增
大,同时有深化材料硬化层的作用。适当的增加加工遍数对纳米硬度的提高同样效果显
著,并可使高硬度值的分布范围提高。

摘要:
展开>>
收起<<
开题报告设计题目激光辅助超声表面强化加工系统结构设计一、课题的目的及意义:1.1背景机械零件丧失工作能力或达不到设计要求性能时,称为失效。失效并不单纯意味着破坏。机械零件失效的形式有:因强度不足而断裂、过大的弹性变形或塑性变形、因化学或电化学引发的腐蚀、受摩擦表面的过度磨损、啮合表面的胶合和接触疲劳等等。断裂、磨损、腐蚀和疲劳是机械零件失效的主要形式[1]。各类机械设备中承受动载荷的重要承力件因磨损、腐蚀和疲劳而造成设备寿命缩短,能耗增高等诸多缺陷,由此每年给我国带来上千亿元的经济损失。据研究表明:采用表面强化技术,可使零件表层产生残余压应力,与此同时消除残余拉应力、冷作硬化并减小了其表面轮廓...
相关推荐
-
核桃分选机设备的研究现状与问题分析
 2024-04-09 163
2024-04-09 163 -
果园挖坑施肥机械的设计与实现
 2024-04-09 131
2024-04-09 131 -
国内外膜上移栽机的发展现状及问题分析
 2024-04-09 238
2024-04-09 238 -
国内外翻转犁研究及发展现状
 2024-04-09 256
2024-04-09 256 -
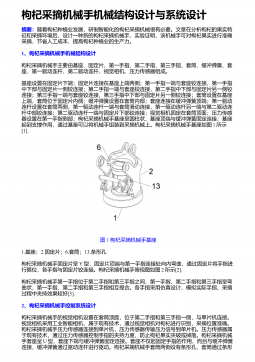
枸杞采摘机械手机械结构设计与系统设计
 2024-04-09 219
2024-04-09 219 -
1K-500自走式果园施肥开沟管理机的设计
 2024-04-09 186
2024-04-09 186 -
基于无线传感器网络的农田环境信息监测平台
 2024-04-12 92
2024-04-12 92 -
花生收获机的行驶机构建模和挖掘铲自适应控制
 2024-04-12 177
2024-04-12 177 -
穴盘苗取苗机构设计与运动仿真
 2024-04-14 225
2024-04-14 225 -
上海地区鲜食玉米全程机械化种植技术方案研究
 2024-04-14 163
2024-04-14 163
作者:闻远设计
分类:非标机械电气自动化
价格:50光币
属性:9 页
大小:814.5KB
格式:DOC
时间:2024-08-27










