
数控铣床故障分析及维修对策

数控铣床故障分析及维修对策
摘要:对数控铣床精度故障的分析,找出数控铣床故障精度产生的原因。采用激光干涉仪检测
“ ” “ ”数控铣床的几何误差,根据 螺距误差 与 反向间隙 参量计算控制补偿量校正数控铣床加工误
差;设计了热误差补偿控制单元,依据热误差补偿模型实现数控铣床热误差校准。经过工件加
工实验验证了两种精度故障对策的有效性,降低了工件加工的误差。
关键词:数控铣床; 精度故障; 补偿; 控制;
Fault Analysis and Countermeasure Analysis of CNC Milling Machine
YAN Lei
Taizhou Institute of Science and Technology,NJUST
Abstract:This paper analyzes the precision fault of CNC milling machine,finds out the cause
of the fault accuracy of CNC milling machine,uses laser interferometer to detect the geometric error of
CNC milling machine,calculates the control compensation amount according to the parameters
of“pitch error”and“reverse clearance”,and designs the thermal error compensation control unit,and
realizes the thermal error calibration of CNC milling machine according to the thermal error
compensation model. The effectiveness of the two kinds of precision fault countermeasures is verified
by the workpiece processing experiment,and the error of workpiece processing is reduced.
0 引言
数控技术带动了我国工业生产、机械制造事业的效率与质量革新,数控机床的加工精度表征了
我国工业化发展水平。其中,数控铣床是生产高精密零件的关键设备之一,但由于各种机械内
部与生产环境外部因素影响,或多或少的存在加工误差。数控铣床的各种误差中,几何误差较
为常见且对零件加工的干扰力较大,是数控铣床误差的最关键因素;数控铣床在长期循环工作
环境下容易产生热变形进而形成零件加工的热误差,是零件表面加工质量不过关、加工精度低
的主要原因[1]。为此,本文针对数控铣床的几何误差故障与热误差故障进行深入探究,并制定
了针对性的误差补偿对策,经过实际测试应用验证了误差补偿方法的有效性。
1 数控铣床加工精度故障及产生原因
数控铣床加工精细零件过程是刀具、工件、机床、操作系统等软硬件的综合运用于协作配合的
过程,难免由于某个环节操作不当引起铣床加工精度故障,增加零件加工的误差,诸如几何误
差、热误差、控制误差等等[2]。数控铣床运行误差将直接导致加工工件精度波动,影响产品加
工质量。根据实际生产与加工经验初步总结了引起数控铣床精度故障的几种原因:(1)刀具
引起的误差。数控铣床加工精度受到刀具因素干扰,如使用不当、制造不合格、安装不达标导
致道具与工具产生非正常作用,刀具在受损情况下导致加工过程波动较大,形成加工误差[3]。
(2)工装和夹具误差。未通过质量检验标准的工装和夹具会导致加工误差,这是生产环节误
差致因;工装和夹具安装过程中可能存在安装程度不贴合、不到位等问题,也容易引起数控铣
床的加工误差。(3)热变形误差。数控铣床工作主轴传动、机床运动摩擦、电气系统运行产
生的热量为内部热变形因素,生产环境中温度升高为外部热变形因素[4],内外因皆可引致加工
误差。(4)数控系统误差。数控铣床的自动化与智能化源于数控系统的应用,但是数控系统
中伺服进给模块、CNC 控制模块、位置检测模块在长期运行状态下容易发生老化失灵,直接引
起零件加工误差增加问题。
2 数控铣床精度校正方法
2.1 基于几何误差的精度补偿方法
“本次研究基于激光干涉仪检测数控铣床的几何加工误差,目的是计算数控铣床加工的 螺距误
” “ ”差 与 反向间隙 [5];数控铣床控制器将这两个参量作为误差补偿值的计算依据,实现对数控
铣床几何误差的补偿控制,提高机床加工精度。
2.1.1 激光干涉仪检测几何误差原理
超高精度测量、自动高效校准是激光干涉仪的主要测量优势,由于数控铣床加工精度标准较
高,需要选用测量精度超高的仪器监测加工误差,激光干涉仪成为不二之选。激光干涉仪采用
氦氖镭射完成误差测量,在长时间的实践与应用中,激光干涉仪检测误差不超过0.05 ppm[6],
为数控铣床几何误差测量创造了有利条件。
激光干涉仪与数控铣床安装连接完毕后开始工作,此时激光干涉仪发射光束经处理后分为两
路,分别作为参考光与测量光。前者光束在预先设置的反射镜处理下转变为参考光,后者光束
经数控铣床主轴反射镜的处理转变为测量光。干涉光获得则需要两种光束再次以分光镜为介质
进行汇总形成一束干涉光。在分光束相位差异作用下产生明亮有所差别的条纹,数控铣床主轴
位移的微距则通过这些条纹明暗进行辨识,从而得到主轴加工的误差情况。
2.1.2“ ” “ ”螺距误差 与 反向间隙 参量解释
“ ”反向间隙 :当数控铣床机械的传动方向发生变化时,机床的工作台面不会随之发生运动,则
导致机床的伺服电机运行状态为空转。此时在机械磨损因素影响下,机床传动系统中的螺杆即
产生一个反向的间隙。
“ ” “ ”螺距误差 :在零件加工过程中,机床传动系统滚珠丝杠自身产生一种误差,即螺距误差 。
基于滚珠丝杠和主轴上构件为线性关系,所以此误差影响主轴构件的运动精度,引起运动误
差。
2.1.3 数控铣床的几何误差补偿
图1 “描述了数控铣床几何误差补偿的过程,此过程应用到激光干涉仪检测方法、 螺距误
” “ ”差 与 反向间隙 参量。第一步:根据激光干涉仪检测结果巨鼎是否对数控铣床进行误差补
“ ” “ ”偿;第二步:如若需要进行几何误差补偿,则输入 螺距误差 与 反向间隙 参量计算模型,采
集相关的参数并计算参量值,否则结束控制过程[7];第三步:将采集的数据存储在计算机控制
“ ”端,对于数控铣床的 误差补偿控制量 根据数学模型求取得到,并传递至伺服电机,进而完成
对数控铣床几何误差的补偿控制。
图1 数控铣床几何误差补偿的过程描述
上述误差补偿控制过程为循环执行,目的是实时发现数控铣床加工存在的误差,校正零件加工
精度。所以,此过程中补偿控制计算为持续进行状态。
2.2 热误差补偿方法
数控铣床的误差补偿控制原理如下:首先要测量数控铣床运行当中产生的热误差,然后根据热
误差温度变化趋势数据构建热误差补偿模型,最后利用此模型进行数控铣床的热误差补偿控制
[8]。以上过程中,需要设计一个补偿控制单元来存储热误差补偿模型,然后将此单元集成在数
控铣床控制模块,即可实现热误差的实时补偿控制。
对数控铣床进行热误差补偿控制的单元结构如图2所示,具体包括控制器模块、无线通信模
块、串口模块、接口等主要部分。
图2 热误差补偿控制单元布局
由图可知,热误差补偿控制单元的核心部分是控制器模块,误差数据传输、模型计算均以此模
块为连接实现;补偿控制单元发送的操作指令由通信模块接收并及时反馈;补偿控制单元同数
控铣床及其电源的连接通过接口电路实现;串口电路则将补偿控制单元的关键参数传输给计算
机控制端,实现误差补偿控制参数的初始设置与调整;补偿控制单元的电能支持由供电模块提
供,完成数控铣床 24 V 电压向3.3 V 电压的转换,便于单元中的各个模块适应供电[9]。
3 实验分析

摘要:
展开>>
收起<<
数控铣床故障分析及维修对策摘要:对数控铣床精度故障的分析,找出数控铣床故障精度产生的原因。采用激光干涉仪检测“”“”数控铣床的几何误差,根据螺距误差与反向间隙参量计算控制补偿量校正数控铣床加工误差;设计了热误差补偿控制单元,依据热误差补偿模型实现数控铣床热误差校准。经过工件加工实验验证了两种精度故障对策的有效性,降低了工件加工的误差。 关键词:数控铣床;精度故障;补偿;控制;FaultAnalysisandCountermeasureAnalysisofCNCMillingMachineYANLeiTaizhouInstituteofScienceandTechnology,NJUST Ab...
相关推荐
-
核桃分选机设备的研究现状与问题分析
 2024-04-09 163
2024-04-09 163 -
果园挖坑施肥机械的设计与实现
 2024-04-09 131
2024-04-09 131 -
国内外膜上移栽机的发展现状及问题分析
 2024-04-09 238
2024-04-09 238 -
国内外翻转犁研究及发展现状
 2024-04-09 256
2024-04-09 256 -
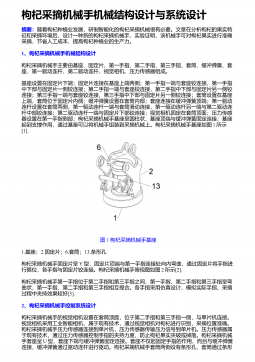
枸杞采摘机械手机械结构设计与系统设计
 2024-04-09 219
2024-04-09 219 -
1K-500自走式果园施肥开沟管理机的设计
 2024-04-09 186
2024-04-09 186 -
基于无线传感器网络的农田环境信息监测平台
 2024-04-12 92
2024-04-12 92 -
花生收获机的行驶机构建模和挖掘铲自适应控制
 2024-04-12 177
2024-04-12 177 -
穴盘苗取苗机构设计与运动仿真
 2024-04-14 225
2024-04-14 225 -
上海地区鲜食玉米全程机械化种植技术方案研究
 2024-04-14 163
2024-04-14 163
作者:闻远设计
分类:课程设计课件资料
价格:2光币
属性:4 页
大小:20.01KB
格式:DOCX
时间:2023-08-11










