新编程能力综合化入CNC铣床系统

机器人学和计算机联合制造业 21 (2005) 518-527
新编程能力综合化入 CNC 铣床系统
Sotiris L 。 Omirou , Antigoni K 。 Barouni
机械工程的部门, Frederick 技术研究所, 尼科西亚 1303 年塞浦路斯
摘要
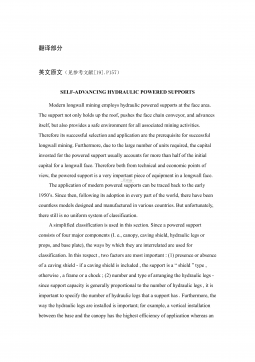
本文提出一系列的机器代码被选择为集成先进的编程的能力入控制现代 CNC 系统。 新编
程的能力被开发了和被测试了在一基于个人计算机的碾碎框架里机器控制器。 即, 工具行
动沿空间曲线, 切削刀抵销为自由形式曲线和二个用机器制造的周期为旋转(外在或内部)
浮出水面以自由形式外形, 构成新特征提议集成 CNC 铣床的系统。 根据最近被开发的算
法数学描述, 公式化和证明是可利用的在各自被提到的被发表的文章里, 本文描述怎么新
作用适当地集成入 CNC 碾碎的系统。 在这个方向, 机器代码新组为每个的规格作用提议,
当某些题目实践上广泛地是更加进一步被谈论。 选择的机器代码, 与他们一起补全必须数
据, 需要被介绍在北卡罗来纳节目, 被举例证明通过某些例子和实际用机器制造的测试被
提出为每个箱子。
2004 年Elsevier 有限公司。 版权所有。
主题词: CNC 校对机; G 代码; 个人计算机控制器
I. 介绍
工具道路的发展和并网发电器入 CNC 系统, 根据高效率和准确曲线辨别目标方法, 可
胜任满足增长的工业需求为用机器制造的复杂零件是一重要目的, 在领域计算机辅助生
产。
在坚实塑造, 例如, 引起的边缘在哪张一个固体模型的毗邻面孔相交是三维(3D) 曲线。在
用机器制造的阶段高效率的校对机是需要的驾驶刀具沿相似的空间道路。工具半径抵销自
由形式曲线是其它典型事例。 垂距辨别目标典型地升起在 CAM 数据的世代从CAD, 用切
削刀半径是垂距距离。 在两个案件, 计算机辅助设计系统执行渴望的道路的分段地线性略
计(空间或垂距曲线), 谁的决议依靠渴望准确性。 在CAM 阶段, 每个收效的曲线段由切割
工具追踪, 在之下 CNC 的线性校对的命令机器, 委托以机器的零件任务或所有 CAD 模型。
其它频繁需求适应在表面领域用机器制造。 很多被雕刻的表面象箱子模子, 盖印的模子,
锻件工具, 辗压形状,等, 被定义作为旋转的表面以自由形式外形。 尽管个性在定义和这些
表面设计可利用的 CAM 系统处理他们和以自由形式表面。 那是 a 直线序列使用接近零件
表面和长篇数据描述他们必须是送到CNC 机器。
这个标准接口在CAD 和CAM 之间有最近被批评为它的缺点:世代由计算机辅助设计
系统和传输对长篇相当数量的CNC 机器段数据和多余的冲突在准确性和效率之间固有在
这个过程。冲突出现从事实那高准确性结果在更小的段。因为这些由线性校对追踪在一在
时间依据, 他们处理导致重覆的加速度减速周期在 CNC 机器, 如此上升用机器制造的不精
确性和极大地增加整体机时。
补救这个情况, 很多有提出的"一般"校对机, 能转换任何分析被定义的道路入一把计时
的切削刀弹道[ 1-9 ] 。一般校对机的就业在 CNC 控制由远景刺激消灭对分端地线性略计
的需要曲线在 CAD 水平, 以结果对CAM 数据[ 10 的] 容量的减少。这发展会做 CAD/CAM
接口更加高效率自从, 在那个案件, 只分析曲线的表示法会必须被传送。它并且会替换
CNC 机器的无结果的start-stop 运作方式, 由导致段的大数字, 由唯一光滑的行动切削刀以
被编程的反馈率。
体会这些好处, 但是, 真实地一般校对机必须, 能引起实时参考命令为体会切削刀行动。
根据这个框架, 研究工作被描述[ 11-13 ] 企图早先遇见设置要求。当数学细节被开发的校
1
对机 充足地被谈论在那边,本文的目的是宁可对处理实际的边与实施问题的关系了新用机
器制造的特征。这的主要目标纸将存在怎么被开发的实时校对机 [ 11-13 ] 也许适当地集成
在CNC 铣床的控制器。
实际上, 本文被仿造在相似的工作以后Faroukiet 等[ 14 ] 。具体工作的作者,提出一系列
的机器代码为规格工具道路沿自由形式家庭弯曲[ 15-17 ](Pythagorean hodograph 在作者的
术语) 。相应地, 本论文包括任务
G 代码为每个新编程的能力,必须伴随必要的数据的描述这些代码在具体编纂法典之下,
成交与和供应对个体的解决办法对每个的适当的综合化的需求箱子并且用机器制造的过
程的计划在案件用机器制造的周期, 所有给和解释通过具体例子部份编程。支持校对机的
充足在真正的切情况, 代表性测试被实施了在 a基于个人计算机的北卡罗来纳铣床被装备
以机器零件的适当的软件和相片被提供。
本文的计划是如下: 部分2 回顾 G 代码编程语言的基本的期限当下三个部分处理综合
化新编程的能力在 CNC 控制器并且, 具体地, 部分3 以空间曲线行动,部分4 与切削刀抵销
为Bezier 曲线和部分5 以用机器制造的周期为旋转表面。 部分6 提出用机器制造的测试
执行在基于个人计算机的北卡罗来纳铣床与某一系统的一个简要的描述一起。终于, 部分
7 总结整体贡献本文。
2. G 代码编程语言
CNC 机器的操作被控制节目被写用G 代码编程语言告诉的NC 或部分计划。 北卡罗
来纳节目包含块一个被定购的序列, 根本上是命令详细指定在切削刀行动是执行和辅助操
作(e.g., 纺锤, 成纺锤形速度和feedrate) 由体会CNC 机器为了用机器制造一指定的部份。
那是, 北卡罗来纳节目连续地被执行, 一命令一次。 当节目被执行, 控制将经历第一命令在
节目, 执行它, 然后继续第二个命令。控制完成各个命令在同样次序遇到。 块被弥补词。 字
符,并且numericaldigits 是构成 a 的元素
词。例如, 块
N10 G01 X200 Y300 Z100 F200 M03 S800
包括词"N10", "G01", "X200' ', "Y300","Z100", "F200", "M03", "S800", 意味那块以顺序
编号N10, 要求运动刀具从它的当前位置对位置(200,300, 100) 年线性地(G01) 以200 毫米
反馈分钟并且与纺锤转动顺时针(M03) 在800 转每分钟。
每个代码不同于G 和M 有一独特作用。 G 和M 有许多作用依靠在以下二数字数字。 这
些作用有被规范化和共同地为人所知作为"G 和M 代码的' 。 通常G 代码, 给出的准备功能
代码, 定义一类型行动或一个方式操作当 M 代码, 给出的混杂功能代码, 打开各种各样的
操作(e.g.,蓄冷剂流程, 纺锤, 等) 。 它必须注意到, 不是所有可能的编码号被分配, 哪些意味
那控制系统制造商可能使用那些残余为任何目的他们祝愿。 新CNC 编程的能力是在这些
目的之中。实时表面插值法[ 18 ] 并且早先被提及的盒毕达哥拉斯的矢端曲线[ 14 ] 是代表
性例子这样新编程能力。 在这些工作, 作者, 除以外新 CNC 校对机的介绍, 提议 G 编纂法
典为进行各自插值法。同样, 具体 G 编纂法典提议在随后而来的部分为埋置新能力在 CNC
控制器被供应以适当软件。
尽管变化在编纂法典见面了在之中不同的CNC 控制系统制造商, 编程 3-axis CNC 铣床
主要根据在以下代码:
编码 意思
N 批号
G 准备作用
M 混杂作用
X, Y, Z 座标在 X, Y, 并且Z 方向
R 半径弧或圈子
I, J, K 协调弧中心的价值
P 或Q 参量在用机器制造的周期块
F 反馈
表1 提出我们采取指定的G 代码新编程的特点。 提出的代码是所有从小组代码被挑选
被预留在未来任务分配在CNC 碾碎的操作。 传统G 代码容纳只线性和平面通报段由于升
2

摘要:
展开>>
收起<<
机器人学和计算机联合制造业21(2005)518-527新编程能力综合化入CNC铣床系统SotirisL。Omirou,AntigoniK。Barouni机械工程的部门,Frederick技术研究所,尼科西亚1303年塞浦路斯摘要本文提出一系列的机器代码被选择为集成先进的编程的能力入控制现代CNC系统。新编程的能力被开发了和被测试了在一基于个人计算机的碾碎框架里机器控制器。即,工具行动沿空间曲线,切削刀抵销为自由形式曲线和二个用机器制造的周期为旋转(外在或内部)浮出水面以自由形式外形,构成新特征提议集成CNC铣床的系统。根据最近被开发的算法数学描述,公式化和证明是可利用的在各自被提到的被发表的...
相关推荐
-
轴的设计计算参考公式
 2023-07-08 949
2023-07-08 949 -
29542字硕士毕业论文韩少功的小说创作与湘西民间文学文化
 2023-07-10 170
2023-07-10 170 -
11904字开题报告专业学位研究生论文开题报告——XX市商业银行农业企业贷款风险管理问题及对策研究
 2023-07-10 76
2023-07-10 76 -
农业机械化概念界定与理论基础,农业机械狭义定义简介
 2023-07-19 79
2023-07-19 79 -
开题报告在线电磁钢轨探伤数据处理及信息管理方法研究
 2023-08-30 119
2023-08-30 119 -
丝杠规格及选型
 2025-02-27 93
2025-02-27 93 -
统编版(2025年)七年级道德与法治上册期末复习知识点考点背诵清单【附:1-13课全册教学设计】
 2025-09-02 106
2025-09-02 106 -
2025年统编版七年级道德与法治上册期末复习知识点考点背诵清单与教材活动课参考答案
 2025-09-02 75
2025-09-02 75 -
2025年新教材统编版七年级上册《道德与法治》教材活动课参考答案(两份供参考)
 2025-09-02 139
2025-09-02 139 -
2025年教科版小学三年级上册《科学》第一单元水第2课水沸腾了教学课件
 2025-09-02 70
2025-09-02 70
作者:设计吧
分类:其它行业资料
价格:10光币
属性:4 页
大小:46KB
格式:DOC
时间:2023-02-13