
异形箱体机器人自动化焊接工艺设计


摘 要
箱体是减速器的重要组成部件。它是传动零件的基座,应具有足够的强度和硬度。
设备基座的焊接化处理是现今设备制造业的趋势。将原先笨重复杂的铸造结构改变成
焊接结构,具有结构简单、制造方便、维修、结构改造方便等特点。
本设计以铸造减速箱箱体为例,探索焊接减速器焊接化改造,依据铸造式一级展
开式圆柱齿轮减速器图纸完成焊接式一级展开式圆柱齿轮减速器图纸制造过程相关工
艺。以焊代铸工艺是采用焊接构件取代铸造毛坯的一种工艺方法, 能有效避免铸件毛
坯存在的气孔、夹砂、缩松等缺陷。特别是针对结构复杂、箱壁厚薄不均、铸造工艺
性差的箱体类零件,该工艺在毛坯质量和生产周期两方面给生产组织提供了更优的选
择。
关键词:减速器箱体,焊接式箱体,箱体焊接工艺
1
ABSTRACT
Box is an important component of reducer. It is the base of transmission parts and
should have enough strength and hardness. Welding treatment of equipment base is the
trend of equipment manufacturing industry. The original heavy and complicated casng
structure is changed into welding structure, which has the characteriscs of simple structure,
convenient manufacture, convenient maintenance and structural transformaon.
This design takes the casng gearbox box as an example to explore the welding
transformaon of the welding reducer. According to the drawings of the casng one-stage
deployable cylindrical gear reducer, it completes the manufacturing process of the welding
one-stage deployable cylindrical gear reducer. Welding instead of casng is a kind of process
method to replace casng blank with welding components, which can e$ecvely avoid
defects such as porosity, sand inclusion and shrinkage porosity of casng blank. Especially for
the box parts with complex structure, uneven wall thickness and poor casng process, this
process provides a be&er choice for the producon organizaon in terms of blank quality and
producon cycle.
KeyWord: Reducer box, welded box, box welding process
目录
摘 要..........................................................................................................................- 1 -
ABSTRACT.......................................................................................................................- 2 -
第一章 绪论..................................................................................................................- 6 -
1.1 选题背景及意义..............................................................................................- 6 -
1.2 预计要解决的问题..........................................................................................- 6 -
1.3 国内外发展现状..............................................................................................- 7 -
1.3.1 激光跟踪设备的应用...........................................................................- 7 -
1.3.2 焊接变形控制技术...............................................................................- 9 -
1.3.3 自动焊接图像传感技术的发展.........................................................- 10 -
1.3.4 以太网焊接接口的焊接技术.............................................................- 10 -
1.3.5 三维视觉技术在焊接中应用.............................................................- 11 -
1.4 总体设计思路................................................................................................- 12 -
第2章 结构分析.........................................................................................................- 14 -
2.1 减速器工况分析............................................................................................- 14 -
2.2 圆柱直齿轮参数............................................................................................- 14 -
2.3 高速轴的轴承型号........................................................................................- 15 -
2.4 低速轴上的轴承............................................................................................- 15 -
2.5 铸造箱体结构尺寸........................................................................................- 15 -
2.6 焊接式箱体结构分析....................................................................................- 16 -
2.6.1 焊接箱体轴承座形式.........................................................................- 17 -
2.6.2 轴承座和法兰及壁板间的焊接接头设计.........................................- 18 -
2.6.3 焊接式减速器箱体计算方式.............................................................- 19 -
第3章 结构的设计.....................................................................................................- 20 -
3.1 结构样式........................................................................................................- 20 -
3.1.1 剖分式轴承座的结构.........................................................................- 20 -
3.1.2 焊接接头.............................................................................................- 20 -
3.2 选材................................................................................................................- 22 -
3.3 壁厚................................................................................................................- 22 -
3.4 特殊要求........................................................................................................- 22 -
第4章 制造工艺设计.................................................................................................- 23 -
4.1 制造工艺流程................................................................................................- 23 -
4.2 部件的拆分....................................................................................................- 23 -

摘要:
展开>>
收起<<
摘要箱体是减速器的重要组成部件。它是传动零件的基座,应具有足够的强度和硬度。设备基座的焊接化处理是现今设备制造业的趋势。将原先笨重复杂的铸造结构改变成焊接结构,具有结构简单、制造方便、维修、结构改造方便等特点。本设计以铸造减速箱箱体为例,探索焊接减速器焊接化改造,依据铸造式一级展开式圆柱齿轮减速器图纸完成焊接式一级展开式圆柱齿轮减速器图纸制造过程相关工艺。以焊代铸工艺是采用焊接构件取代铸造毛坯的一种工艺方法,能有效避免铸件毛坯存在的气孔、夹砂、缩松等缺陷。特别是针对结构复杂、箱壁厚薄不均、铸造工艺性差的箱体类零件,该工艺在毛坯质量和生产周期两方面给生产组织提供了更优的选择。关键词:减速器箱体,...
相关推荐
-
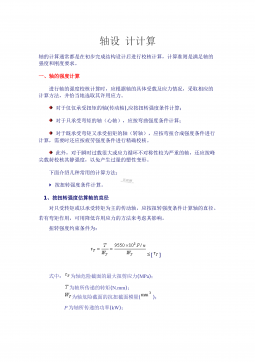
轴的设计计算参考公式
 2023-07-08 956
2023-07-08 956 -
29542字硕士毕业论文韩少功的小说创作与湘西民间文学文化
 2023-07-10 174
2023-07-10 174 -
11904字开题报告专业学位研究生论文开题报告——XX市商业银行农业企业贷款风险管理问题及对策研究
 2023-07-10 77
2023-07-10 77 -
农业机械化概念界定与理论基础,农业机械狭义定义简介
 2023-07-19 83
2023-07-19 83 -
开题报告在线电磁钢轨探伤数据处理及信息管理方法研究
 2023-08-30 119
2023-08-30 119 -
丝杠规格及选型
 2025-02-27 97
2025-02-27 97 -
统编版(2025年)七年级道德与法治上册期末复习知识点考点背诵清单【附:1-13课全册教学设计】
 2025-09-02 111
2025-09-02 111 -
2025年统编版七年级道德与法治上册期末复习知识点考点背诵清单与教材活动课参考答案
 2025-09-02 79
2025-09-02 79 -
2025年新教材统编版七年级上册《道德与法治》教材活动课参考答案(两份供参考)
 2025-09-02 144
2025-09-02 144 -
2025年教科版小学三年级上册《科学》第一单元水第2课水沸腾了教学课件
 2025-09-02 73
2025-09-02 73
作者:闻远设计
分类:非标机械电气自动化
价格:15光币
属性:43 页
大小:4.5MB
格式:DOCX
时间:2023-01-10










