
护罩壳侧壁冲孔模设计-机械冲压模具设计毕业资料
- 文件清单
- 03.gif--点击预览
- 05.gif--点击预览
- 2.8.7.wmv--点击预览
- 30.gif--点击预览
- 32.gif--点击预览
- 3-31.wmv--点击预览
- 常用钢铁材料的密度.doc--点击预览
- 钢铁材料的密度.doc--点击预览
- 护罩壳侧壁冲孔模设计.doc--点击预览
- (冷冲模毕业设计)_recover.dwg--点击预览
- 塑料模动画.zip--点击预览
- 微信截图_20231020093056.png--点击预览
- 微信截图_20231020093122.png--点击预览
- 微信截图_20231020093131.png--点击预览
- 微信截图_20231020093137.png--点击预览
- 微信截图_20231020093149.png--点击预览
- 注射成型动画.gif--点击预览
- 注射模单分型面示意.swf--点击预览
- 注射模双分型面示意.swf--点击预览
摘要:
展开>>
收起<<
最后是关于是否要确定排样方案,根据排样概念分析如下: 加工此零件为大批大量生产,冲压件的材料费用约占总成本的60%~80%之多。因此,材料利用率每提高1%,则可以使冲件的成本降低0.4%~0.5%。在冲压工作中,节约金属和减少废料具有非常重要的意义,特别是在大批量的生产中,较好的确定冲件的形状尺寸和合理的排样的降低成本的有效措施之一。 由于材料的经济利用直接决定于冲压件的制造方法和排样方式,所以在冲压生产中,可以按工件在板料上排样的合理程度即冲制某一工件的有用面积与所用板料的总面积的百分比来作为衡量排样合理性的指标。 同时属于工艺废料的搭边对冲压工艺也有很大的作用。通常,搭边的作用是为了补充送料是的定位误差,防止由于条料的宽度误差、送料时的步距误差以及送料歪斜误差等原因而冲出残缺的废品,从而确保冲件的切口表面质量,冲制出合格的工件。同时,搭边还使条料保持有一定的刚度,保证条料的顺利行进,提高了生产率。搭边值得大小要合理选取。


相关推荐
-
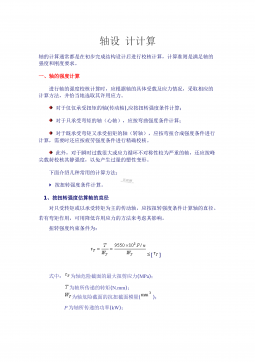
轴的设计计算参考公式
 2023-07-08 949
2023-07-08 949 -
29542字硕士毕业论文韩少功的小说创作与湘西民间文学文化
 2023-07-10 170
2023-07-10 170 -
11904字开题报告专业学位研究生论文开题报告——XX市商业银行农业企业贷款风险管理问题及对策研究
 2023-07-10 76
2023-07-10 76 -
农业机械化概念界定与理论基础,农业机械狭义定义简介
 2023-07-19 79
2023-07-19 79 -
开题报告在线电磁钢轨探伤数据处理及信息管理方法研究
 2023-08-30 119
2023-08-30 119 -
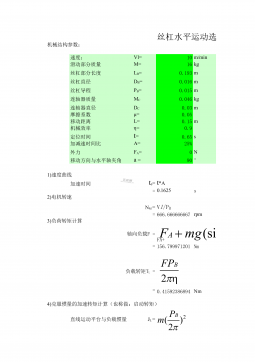
丝杠规格及选型
 2025-02-27 94
2025-02-27 94 -
统编版(2025年)七年级道德与法治上册期末复习知识点考点背诵清单【附:1-13课全册教学设计】
 2025-09-02 106
2025-09-02 106 -
2025年统编版七年级道德与法治上册期末复习知识点考点背诵清单与教材活动课参考答案
 2025-09-02 75
2025-09-02 75 -
2025年新教材统编版七年级上册《道德与法治》教材活动课参考答案(两份供参考)
 2025-09-02 139
2025-09-02 139 -
2025年教科版小学三年级上册《科学》第一单元水第2课水沸腾了教学课件
 2025-09-02 70
2025-09-02 70
作者:闻远设计
分类:夹具模具刀具量具
价格:40光币
属性:19 个文件
大小:4.21MB
格式:ZIP
时间:2023-10-24










