
加工基础-机械外文英文资料及翻译


中英文翻译
二○○九 年 五 月 十 日
Introduction of Machining
Have a shape as a processing method, all machining process for the production
of the most commonly used and most important method. Machining process is a
process generated shape, in this process, Drivers device on the workpiece material to
be in the form of chip removal. Although in some occasions, the workpiece under no
circumstances, the use of mobile equipment to the processing, however, the majority
of the machining is not only supporting the workpiece also supporting tools and
equipment to complete.
Machining know the process has two aspects. Small group of low-cost
production. For casting, forging and machining pressure, every production of a
specific shape of the workpiece, even a spare part, almost have to spend the high cost
of processing. Welding to rely on the shape of the structure, to a large extent, depend
on effective in the form of raw materials. In general, through the use of expensive
equipment and without special processing conditions, can be almost any type of raw
materials, mechanical processing to convert the raw materials processed into the
arbitrary shape of the structure, as long as the external dimensions large enough, it is
possible. Because of a production of spare parts, even when the parts and structure of
the production batch sizes are suitable for the original casting, Forging or pressure
processing to produce, but usually prefer machining.
Strict precision and good surface finish, machining the second purpose is the
establishment of the high precision and surface finish possible on the basis of. Many
parts, if any other means of production belonging to the large-scale production, Well
Machining is a low-tolerance and can meet the requirements of small batch
production. Besides, many parts on the production and processing of coarse process to
improve its general shape of the surface. It is only necessary precision and chooses
only the surface machining. For instance, thread, in addition to mechanical
processing, almost no other processing method for processing. Another example is the
blacksmith pieces keyhole processing, as well as training to be conducted
immediately after the mechanical completion of the processing.
Primary Cutting Parameters
Cutting the work piece and tool based on the basic relationship between the
following four elements to fully describe: the tool geometry, cutting speed, feed rate,
depth and penetration of a cutting tool.
Cutting Tools must be of a suitable material to manufacture, it must be strong,
tough, hard and wear-resistant. Tool geometry -- to the tip plane and cutter angle
characteristics -- for each cutting process must be correct.
Cutting speed is the cutting edge of work piece surface rate; it is inches per
minute to show. In order to effectively processing, and cutting speed must adapt to the
level of specific parts -- with knives. Generally, the more hard work piece material,
the lower the rate.
Progressive Tool to speed is cut into the work piece speed. If the work piece or
tool for rotating movement, feed rate per round over the number of inches to the
measurement. When the work piece or tool for reciprocating movement and feed rate
on each trip through the measurement of inches. Generally, in other conditions, feed
rate and cutting speed is inversely proportional to。
Depth of penetration of a cutting tool -- to inches dollars -- is the tool to the work
piece distance. Rotary cutting it to the chip or equal to the width of the linear cutting
chip thickness. Rough than finishing, deeper penetration of a cutting tool depth.
Wears of Cutting Tool
We already have been processed and the rattle of the countless cracks edge tool,
we learn that tool wear are basically three forms: flank wear, the former flank wear
and V-Notch wear. Flank wear occurred in both the main blade occurred vice blade.
On the main blade, shoulder removed because most metal chip mandate, which
resulted in an increase cutting force and cutting temperature increase, If not allowed
to check, That could lead to the work piece and the tool vibration and provide for
efficient cutting conditions may no longer exist. Vice-bladed on, it is determined work
piece dimensions and surface finish. Flank wear size of the possible failure of the
product and surface finish are also inferior. In most actual cutting conditions, as the
principal in the former first deputy flank before flank wear, wear arrival enough, Tool
will be effective; the results are made unqualified parts.
As Tool stress on the surface uneven, chip and flank before sliding contact zone
between stresses, in sliding contact the start of the largest and in contact with the tail
of zero, so abrasive wear in the region occurred. This is because the card cutting edge
than the nearby settlements near the more serious wear and bladed chip due to the
vicinity of the former flank and lost contact wears lighter. This results from a certain
distance from the cutting edge of the surface formed before the knife point Ma pit,
which is usually considered before wear. Under normal circumstances, this is wear
cross-sectional shape of an arc. In many instances and for the actual cutting
conditions, the former flank wear compared to flank wear light, Therefore flank wear
more generally as a tool failure of scale signs. But because many authors have said in

标签: #翻译
摘要:
展开>>
收起<<
中英文翻译二○○九 年 五 月 十 日IntroductionofMachiningHaveashapeasaprocessingmethod,allmachiningprocessfortheproductionofthemostcommonlyusedandmostimportantmethod.Machiningprocessisaprocessgeneratedshape,inthisprocess,Driversdeviceontheworkpiecematerialtobeintheformofchipremoval.Althoughinsomeoccasions,theworkp...
相关推荐
-
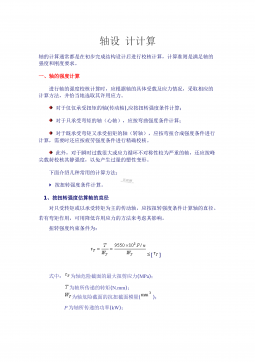
轴的设计计算参考公式
 2023-07-08 949
2023-07-08 949 -
29542字硕士毕业论文韩少功的小说创作与湘西民间文学文化
 2023-07-10 170
2023-07-10 170 -
11904字开题报告专业学位研究生论文开题报告——XX市商业银行农业企业贷款风险管理问题及对策研究
 2023-07-10 76
2023-07-10 76 -
农业机械化概念界定与理论基础,农业机械狭义定义简介
 2023-07-19 79
2023-07-19 79 -
开题报告在线电磁钢轨探伤数据处理及信息管理方法研究
 2023-08-30 119
2023-08-30 119 -
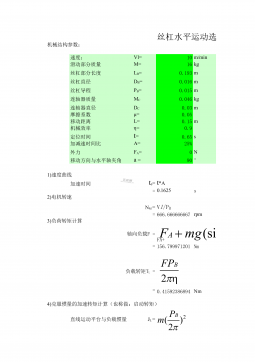
丝杠规格及选型
 2025-02-27 93
2025-02-27 93 -
统编版(2025年)七年级道德与法治上册期末复习知识点考点背诵清单【附:1-13课全册教学设计】
 2025-09-02 106
2025-09-02 106 -
2025年统编版七年级道德与法治上册期末复习知识点考点背诵清单与教材活动课参考答案
 2025-09-02 75
2025-09-02 75 -
2025年新教材统编版七年级上册《道德与法治》教材活动课参考答案(两份供参考)
 2025-09-02 139
2025-09-02 139 -
2025年教科版小学三年级上册《科学》第一单元水第2课水沸腾了教学课件
 2025-09-02 70
2025-09-02 70
作者:闻远设计
分类:课程设计课件资料
价格:15光币
属性:12 页
大小:53.5KB
格式:DOC
时间:2023-11-02










