
板式家具作业指导书


成都千川木业有限公司-标准文件
定制衣柜
作业指导书
文件编号:
文件编号:
生效日期:

成都千川木业有限公司-标准文件
编制: 审核: 审批:
开料作业指导书
编号: 版本: 第1页,共 1页
编制: 审核: 审批:
一、 目的
通过规范作业程序,使开料加工工件符合质量要求,避免不规范操作而造成材料和人
力的浪费。
二、 适用范围
电子锯、裁板锯、推台锯
三、 作业准备
1. 检查设备电源开关、气压开关是否正常。
2. 设备是否有异常。
3. 清理设备周围杂物,将待加工材料运送到合理的上料位置。
4. 准备好放工件的垫板。
四、 操作步骤
1. 在加工过程中必须按质量要求进行检验。
2. 根据板件的材料性质和切削厚度选择相应的锯片安装好。
3. 将原材料搬到工作台上,紧靠左侧定位板,相邻一边紧靠送料器,开始开料。
4. 在按图加工前,应对板材齐边(锯宽约为 5mm 宽的料边)。
5. 在加工过程中保持台面清洁。
6. 接料人员将开好的工件有序、分层堆放于垫板上,以便于清点数量,高度不超过
1.2 米。
7. 加工完毕后关闭电源、气源和吸尘管道。
8. 填写流程卡,将工件运送到指定停放地点。
9. 清理设备清洁及打扫设备周围环境卫生。
五、 安全事项
1. 设备必须由专人操作,非指定人员不得开机,以免人、机受伤。
2. 推台锯锯口处如有碎料塞住时,不能用手直接去取,应用木条推出。
3. 用推台锯开长宽都小于 100mm 的板材时,不能用手直接推进,应用木条压住推
进。
4. 不准戴手套操作设备,不准在机器处于工作状态时检查、维修、清洁、保养设
备。
5. 不准私自拆移和改装设备的保护装置,发现异常马上停机检查并上报。
六、 生效日期
本指导书从 2012 年 4 月13 日起执行。

成都千川木业有限公司-标准文件
粘压作业指导书
编号: 版本: 第1页,共 1页
编制: 审核: 审批:
一、 目的
通过规范作业程序,使粘压加工工件符合质量要求,避免不规范操作而造成材料和人
力的浪费。
二、 适用范围
冷压机
三、 作业准备
1. 检查设备电源开关、气压开关是否正常。
2. 设备是否有异常。
3. 清理设备周围杂物,将待加工工件运送到合理的上料位置。
4. 准备好钉枪、滚筒等工具以及放工件的垫板。
四、 操作步骤
1. 在加工过程中必须按质量要求进行检验。
2. 根据所压工件的工艺要求选用相应模具。
3. 对照相应的排孔图进行骨料定位,确保排孔不漏空。
4. 异形料必须根据模板加工,保持与模板稳合。
5. 骨料间连接处必须涂胶到位且均匀。
6. 根据板材厚度选用适当规格型号的枪钉,并且尽量少打钉。
7. 所有外露饰面板不能打钉,所有开槽、钻孔、五金槽位置不能打钉。
8. 枪钉不能冒头,要求下沉 1mm 以上,所有枪钉距工件边缘15mm 以上,防止损伤锯
片。
9. 每批冷压工件从刷胶到冷压时间不得超过 1 小时。
10. 冷压时间和压力应根据不同板材、胶量、气候而定,一般情况为:
A.平板料:压力 4-5T,夏季 4-5 小时;冬季不低于 6 小时,低于 0 度时 8 小时以
上。
B.异型料:压力 6T,夏季 6 小时;冬季不低于 7 小时,低于 0 度时 9 小时以上。
11. 在加工过程中保持台面清洁。
12. 将压好的工件有序、分层堆放于垫板上,以便于清点数量,高度不超过 1.2
米。
13. 填写流程卡,将工件运送到指定停放地点。
14. 清理设备清洁及打扫设备周围环境卫生。

摘要:
展开>>
收起<<
成都千川木业有限公司-标准文件定制衣柜作业指导书文件编号:文件编号:生效日期:成都千川木业有限公司-标准文件编制:审核:审批:开料作业指导书编号:版本:第1页,共1页编制:审核:审批:一、目的通过规范作业程序,使开料加工工件符合质量要求,避免不规范操作而造成材料和人力的浪费。二、适用范围电子锯、裁板锯、推台锯三、作业准备1.检查设备电源开关、气压开关是否正常。2.设备是否有异常。3.清理设备周围杂物,将待加工材料运送到合理的上料位置。4.准备好放工件的垫板。四、操作步骤1.在加工过程中必须按质量要求进行检验。2.根据板件的材料性质和切削厚度选择相应的锯片安装好。3.将原材料搬到工作台上,紧靠左...
相关推荐
-
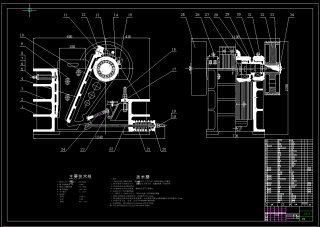
PE250×400复摆颚式破碎机的设计(摆锤式破碎机SW三维设计+说明书+AD)
 2022-10-13 271
2022-10-13 271 -
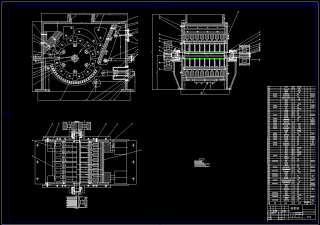
锤式破碎结构设计(锤头+锤片+CAD+说明书)
 2022-10-13 239
2022-10-13 239 -
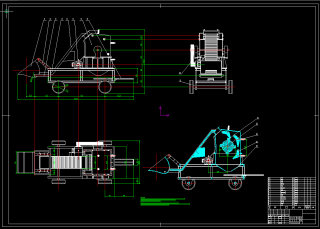
创新噬石建筑垃圾破碎机设计及有限元分析(SW三维+说明书+CAD)
 2022-10-21 266
2022-10-21 266 -
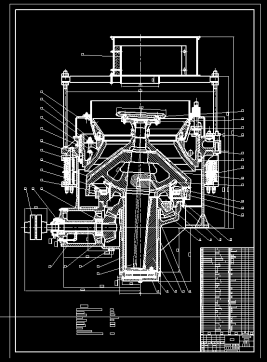
2100标准型圆锥破碎机设计(说明书+全套CAD)
 2022-10-25 237
2022-10-25 237 -
双齿辊破碎机设计(开题报告+全套CAD)
 2022-10-26 266
2022-10-26 266 -
立轴式破碎机的设计(机械毕业设计+说明书+全套CAD)
 2022-11-30 219
2022-11-30 219 -
机械毕业设计锤式破碎机
 2023-06-28 155
2023-06-28 155 -
复摆颚式破碎机-机械毕业设计资料-破碎机
 2023-10-12 231
2023-10-12 231 -
秸秆粉碎装置结构设计-机械毕业设计资料
 2024-06-19 200
2024-06-19 200 -
饲料粉碎机结构设计-机械毕业设计资料-包含SW设计+CAD图纸
 2025-11-11 185
2025-11-11 185
作者:安鸟文学
分类:其它行业资料
价格:5光币
属性:9 页
大小:30.29KB
格式:DOCX
时间:2024-01-29










