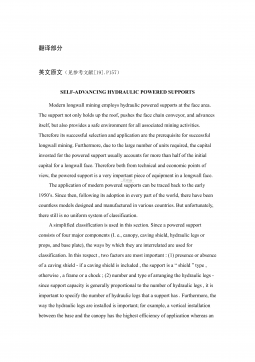
一个简化双螺杆旋转食品挤压机:设计,制造和检验外文文献翻译、中英文翻译

A simplified twin screw co-rotating food extruder: design, fabrication and testing
S.A.M.A.N.S. Senanayake a, B. Clarke b,*
Division of Agricultural and Plantation Engineering, The Open University of Sri Lanka, Nawala,
Nugegoda, Sri Lanka
Department of Postharvest Technology, School of Agriculture, Food and Environment, Silsoe
Collage, Cranfield University, Silsoe, Bedfordshire MK45 4DT,UK
Received 6 July 1998; accepted 10 February 1999
Abstract
A simplified co-rotating twin screw food extruder was designed, fabricated and tested in England,
followed by extensive testing in Sri Lanka. It was built as a model to meet the specific product and
financial constraints of less developed countries and was expected to be used in those countries to
widen the production capabilities of extruded foods. The machine had an estimated delivery of 10
kg/h and was made mainly with mild steel. Two types of screw were made, one with a constant
pitch of 14 mm and the other with varying pitch in segments of 14, 12 and 10 mm. The machine
was powered by a 2.2 kW electric motor with electronic speed control .The machine also had
electrical heating with a temperature controller and a pressure sensing device. The cost of
fabrication of the
machine was estimated at £2000 with most of the parts built in a fairly simple workshop. A
mixture of rice and dried banana was successfully extruded as a potential snack food and on the
basis of maximum expansion the best results was obtained from a barrel temperature of 120°C,
screw speed 125 rpm, feed moisture 15% and with a die orifice size of 3 mm. When the alternative
compress ion screw was tested very similar results were achieved with no significant improvement
in product expansion. © 1999 Elsevier Science Ltd. All rights reserved.
Keywords: Twin screw extruder; Design; Low cost; Snack food; Continuous cooker; Local
construction; Cereal mixtures
Nomenclature
a Die diameter (mm)
B Channel width (mm)
C Screw circumference (mm)
d Screw core diameter
D Outer diameter of screws (mm)
H Flight depth (mm)
M Moisture content (% wet basis)
n Number of fight turns
N Speed angular (rev/min)
p Pitch (mm)
Q Delivery rate (mm3/min)
S Total helical length of screws (mm)
t Temperature (℃)
T Residence time (min)
a Overlap angle of screw fights (degrees)

d Calender gap (mm)
e Side clearance (mm)
q Product density (g/mm3 )
/ Helix angle (degrees)
* Corresponding author. Fax: +01525-863277; e-mail: b.clarke@cran-
®eld.ac.uk
0260-8774/99/$ ± see front matter©1999 Elsevier Science Ltd. All rights reserved.
PII: S 0 2 6 0 - 8 7 7 4 ( 9 9 ) 0 0 0 4 9 – 7
1. Introduction
Extrusion cooking is finding ever increasing applications in the food process industry. Apart
from providing a means of manufacturing new products, it has successfully revolution is many
conventional manufacturing processes (Harlow, 1985, Frame, 1994). Today, extruders come in a
wide variety of sizes, shapes and method of operation. There are three types of food extruder
found in industry: hydraulic ram, roller and screw type extruders (Frame, 1994). The screw
extruders are very different to the other two having special features such as continuous processing
and mixing ability. Single and twin screw types are both widely used in the food process industry.
Unfortunately, most of the food extruders available in the market are either so costly that less
developed countries cannot afford to buy them except by some form of assistance or outside
investment or else are not appropriate for the wide variety of materials that need to be processed.
As a result the growth of extrusion technology of food into these countries has been hindered
despite its many advantages.
Fig. 2. Plan drawing of the twin screw extruder with drive system. 1-V belt pulley, 2-gear box, 3-
food seal, 4-¯ange clamp bolt, 5-die plate, 6-die, 7-two segments of the extruder chamber, 8-
extruder screw.

were made so that they could be externally screwed to the die plate.2.5. Drive system The machine
was driven by an electric motor of 2.2kW using a twin belt drive between the motor and a gearbox
shown in Fig. 2. The speed reduction in the box was2.08 while an electronic speed controller was
used to control the speed continuously over the range required.
Fig. 3. Front portion of barrel showing provision for heaters, temperature and pressure sensors. 1-
slots for heaters, 2-end flanges, 3-side flanges to barrel, 4-hole for pressure sensor, 5-twin holes to
form the barrel.
2. Motor power
In twin screw extruders the motor power is utilized mainly to compress and shear the food
dough that squeezes through various gaps in the intermeshing screws and the gap between the
screws and the barrel. When dealing with a wide range of foods under different process conditions
the shear resistance can vary widely because of changes in the rheological behaviour which would
prevent accurate estimate of the motor power. Owing to the unknown character therefore of the
novel materials a motor power was selected based on that used for similar materials in similar
sized extruders with a safety margin and from exploratory trials in the Brabender extruder. Rossen
and Miller (1973) give a range of specific energy consumption figures for different extruders
which ranged from 0.02 to 0.10 kWh/kg. At 10kg/h throughput this gave a maximum power
requirement of 1 kW while the Brabender trials tended to indicatea power requirement of about
half of this value. The 2.2 kW, 3 phase AC motor used was amply capable of supplying this power
plus all other drive friction losses.
3. Gear box
In the co-rotating extruder the two screw shafts are driven at the same speed in the same
direction. The main problem is that they are very close together. The gearbox was designed to
drive two pinions, coupled to the shafts by shear pins, by using a gear wheel of more than double
the width of the pinions. In this way the two pinions could ®t side by side driven simultaneously
and maximise their diameter space as shown in Fig. 2. Lubricated phosphor bronze thrust bearings
were used to resist the axial load generated by the material along the shaft.
2.6. Heating and temperature control
Heating of the barrel to give necessary thermal input for cooking the food was done by two sets of

摘要:
展开>>
收起<<
Asimplifiedtwinscrewco-rotatingfoodextruder:design,fabricationandtestingS.A.M.A.N.S.Senanayakea,B.Clarkeb,*DivisionofAgriculturalandPlantationEngineering,TheOpenUniversityofSriLanka,Nawala,Nugegoda,SriLankaDepartmentofPostharvestTechnology,SchoolofAgriculture,FoodandEnvironment,SilsoeCollage,Cranfie...
相关推荐
-
甘蔗自动去皮机设计--开题报告
 2023-06-18 880
2023-06-18 880 -
AUTOCAD壳体多轴钻孔加工夹具设计开题报告
 2023-06-24 425
2023-06-24 425 -
基于PLC控制的水塔水位控制系统设计开题报告
 2023-08-10 445
2023-08-10 445 -
落叶清扫机-开题报告
 2023-08-16 291
2023-08-16 291 -
往复式自动提升机 任务书
 2023-08-20 388
2023-08-20 388 -
1_毕业设计开题报告-旅游观光汽车底盘设计
 2024-02-16 232
2024-02-16 232 -
落叶清扫压缩机结构设计-道路清扫机-压缩机-树叶回收设备
 2024-08-16 183
2024-08-16 183 -
机械毕业设计资料-开题报告仿生四足机器人
 2024-08-27 201
2024-08-27 201 -
物流搬运机器人-实习周日志
 2024-08-27 147
2024-08-27 147 -
开题报告-钢管切割机构设计
 2024-12-03 143
2024-12-03 143
作者:设计吧
分类:课程设计课件资料
价格:10光币
属性:18 页
大小:1.28MB
格式:DOC
时间:2023-02-13