
分析数控铣床加工过程中废品产生的原因

分析数控铣床加工过程中废品产生的原因
摘要:为解决数控铣床加工过程中易产生废品的问题,对数控铣床加工过程中废品产生的原因
进行深度解析。通过分析总结得出数控铣床加工过程中废品产生的原因主要包括以下几点:(1)
加工工序错误,产生重复定位;(2)刀具用错,选择的刀具尺寸与数控铣床加工零件轮廓不符;
(3)程序调错,导致数控铣床程序出现乱码;(4)原点设错,导致刀具工作失去基准,偏移数控
铣床加工预期设定的轨道;(5)加工坐标系参数偏差大,刀具运行轨迹偏离预期;(6)对刀值输
错,与数控铣床原点坐标偏差大。以上原因均可致使数控铣床加工过程中产生废品,应根据产
生废品的原因在实际加工过程中采取相应的措施进行防控,从而避免废品过量的问题,提升工
业生产的可持续发展水平。
关键词:数控铣床加工; 废品; 刀具用错; 加工工序; 加工坐标系;
Analysis on the Causes of Scrap in the Process of CNC Milling Machine
ZHANG Yanming SHEN Jie LI Xu LIU Song MA Chunyue
0 引言
目前在数控铣床加工的过程中,能源利用率普遍较低,而大量的能源消耗会造成大量的 CO2
及SO2 气体产生,进而造成在数控铣床加工过程中产生废品[1]。这些废品会严重影响空气质
量,造成环境污染,加剧环境问题。如何最大限度地避免在数控铣床加工过程中产生废品,是
目前工业生产可持续发展亟须解决的问题,也是相关学者的重点研究方向。因此,分析数控铣
床加工过程中废品产生的原因具有十分重要的意义[2]。
在我国,针对数控铣床加工过程中废品产生原因的研究普遍停留在理论层面,没有结合实际情
况分析数控铣床加工过程中产生废品的具体原因,导致得出的结论与实际不符,无法指导数控
铣床加工过程优化。为弥补传统研究中的不足,本文致力于结合数控铣床加工实际,总结出数
控铣床加工过程中废品产生的具体原因,从根本上杜绝数控铣床加工过程中废品产生的渠道。
1 废品产生原因
1.1 加工工序错误
数控铣床加工过程的主要流程为:首先准备好加工所需材料,通过淬火+时效热处理数控粗铣
零件;然后在此基础上利用退火消除残余应力,数控铣四周、两面以及内腔;最后数控铣通
孔、通框,确定最终外形。
数控铣床的加工顺序必须遵循工序集中的原则,一般情况下采用由简到难的方式。一旦在数控
铣床加工过程中出现加工工序错误的现象,必然会导致上道工序与下道工序衔接不上,造成数
控铣床加工定位误差大的问题,进而在数控铣床加工时产生废品。例如,原本应该先加工内
形,后加工外形,从而减少重复定位次数,一旦先加工外形,后加工内形,必然会重复定位次
数,并且增加换刀次数,造成切割不合理,产生废品。通过分析可知,数控铣床加工工序错误
主要是由于没有事先拟定数控铣床加工工序卡片。
为防止加工工序错误,必须提前设定好切削用量。本文采用 as86 汇编器,编程语言中使用单个
“ ”字符常数时可以在该字符前加一个单引号,并将数控铣床加工工序分为 六步逐一进行 ,分别
为:(1)选用机用平口钳,粗铣内孔;(2)选用机用压板,粗铣两椭圆侧面;(3)选用零
件端盖主轴转速,粗铣圆弧面;(4)设定零件端盖进给速度值,精铣内孔;(5)设定铣床铣
头切削用量值,精铣两椭圆侧面;(6)设铣床铣头背吃刀量值,精铣圆弧面。
上述内容为数控铣床加工工序,拟定数控铣床加工工序卡片中的浮点常数。只有在数控铣床加
工前合理安排数控铣床加工工序,才能够从根本上避免数控铣床加工过程中产生废品。
1.2 刀具用错
数控铣床加工过程中,刀具的选择对数控铣床加工具有十分关键的影响[3]。在基于数控编程的
人机交互状态下,刀具的尺寸必须与数控铣床加工零件轮廓相吻合。当刀具安装在刀库上后,
一旦刀具的尺寸与数控铣床加工零件轮廓不符,在执行数控铣床加工程序时,选刀和换刀动作
必然无法准确地安装到机床主轴,进而导致数控铣床加工过程中产生废品。除此之外,数控铣
床加工过程中刀具的选择必须受耐用程度约束,一旦出现刀具用错的现象,很容易在数控铣床
加工过程中产生废品。刀具的耐用程度约束可通过计算得出,设刀具耐用程度的表达方程式为
K,则有以下公式:
式中:t为刀具尺寸与数控铣床加工零件尺寸的契合度;v为数控铣床加工切削速度;l为数控
铣床主轴电机功率;x为最低主轴转速;d为进给速度。
通过公式(1)得出刀具耐用程度,刀具尺寸与数控铣床加工零件尺寸的契合度越高,刀具耐
用程度越高;刀具尺寸与数控铣床加工零件尺寸的契合度越低,刀具耐用程度越低。这就意味
着,一旦刀具用错,就会大大降低刀具耐用程度,无法精准进行数控铣床加工,产生废品。
1.3 程序调错
数控铣床程序作为数控铣床加工过程中的关键步骤,一旦出现程序调错的情况,必然会提高数
控铣床程序消耗率,造成数控铣床加工过程中产生废品的现象[4]。设数控铣床程序消耗率的计
算公式为 η,可得:
式中:L为数控铣床程序中的总字符数;s为数控铣床加工指令进给速度;T为数控铣床程序运
行时间。
通过公式(2)可知,一旦数控铣床程序调错,必然会增加数控铣床程序中的乱码字符数,产
生废品。不仅如此,在采用 C语言函数编制数控铣床程序时,正确的程序能够提高数控铣床程
序的代码执行效率。在此过程中,一旦发生程序调错,则无法通过 C语言函数准确执行数控铣
床编码,造成切削路径偏移,进而造成不必要的浪费,致使数控铣床加工过程中产生废品。
在数控铣床加工过程中,需要执行pood/necd.c 进行初始化操作;然后跳转到init/deef.c 程序,
进行一块代码向另一块代码的执行控制转移;最后利用 C语言函数参数进行数控零件编制数据
传递。在执行数控铣床程序编制调用指令时,一旦出现程序调错的情况,数控铣床程序就无法
自动把 serd 下一条指令压入栈中,造成数控铣床加编程指令调用失效,进而导致数控铣床加工
过程中产生废品。
1.4 原点设错
数控铣床原点是用于规定坐标系的位置,其设定位置能够直接影响数控铣床加工精度[5]。通常
情况下,一旦原点设错,会导致刀具工作失去基准,偏移预期设定的数控铣床加工轨道,进而
在数控铣床加工过程中产生废品。原点设错作为数控铣床加工过程中废品产生的主要原因之
一,其影响因素包括驱动曲线、驱动点、内公差以及外公差。为精确设定数控铣床原点,可通
过走刀步长的计算表达式对其进行精准确定。设数控铣床加工通孔走刀步长为L,则其计算公
式如下:
式中:ε为数控铣床加工表面在插补段内沿进给方向的内公差;f为数控铣床加工表面在插补段
内沿进给方向的外公差。
在得出数控铣床加工通孔走刀步长的基础上,可以得出:一旦原点设错,数控铣床加工表面在
插补段内沿进给方向的内公差与外公差必然增加,致使数控铣床加工过程中产生废品。为解决
原点设错的问题,只能通过控制数控铣床加工工艺过程的数据变量,对数控铣床加工工艺流程
进行优化[6,7,8]。以此为依据,设数控铣床加工工艺流程控制方程为 E,则其计算公式如下:
式中:W为数控铣床加工过程控制误差比例系数。
根据公式(4),首先,利用分级非支配快速排序方法的优势,最大限度地降低优化函数求解
过程的复杂程度[9];其次,比较两种不同子目标的拥挤度,克服传统计算方法中需要提前进行
数据共享的问题,更好地保证了多种不同子目标的多样性;最后,利用精英策略理论,通过不

摘要:
展开>>
收起<<
分析数控铣床加工过程中废品产生的原因摘要:为解决数控铣床加工过程中易产生废品的问题,对数控铣床加工过程中废品产生的原因进行深度解析。通过分析总结得出数控铣床加工过程中废品产生的原因主要包括以下几点:(1)加工工序错误,产生重复定位;(2)刀具用错,选择的刀具尺寸与数控铣床加工零件轮廓不符;(3)程序调错,导致数控铣床程序出现乱码;(4)原点设错,导致刀具工作失去基准,偏移数控铣床加工预期设定的轨道;(5)加工坐标系参数偏差大,刀具运行轨迹偏离预期;(6)对刀值输错,与数控铣床原点坐标偏差大。以上原因均可致使数控铣床加工过程中产生废品,应根据产生废品的原因在实际加工过程中采取相应的措施进行防控,...
相关推荐
-
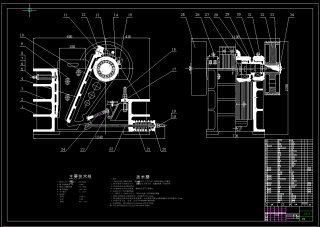
PE250×400复摆颚式破碎机的设计(摆锤式破碎机SW三维设计+说明书+AD)
 2022-10-13 271
2022-10-13 271 -
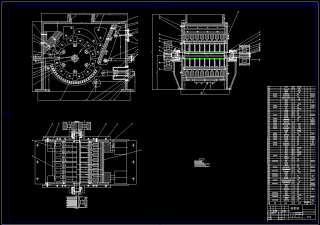
锤式破碎结构设计(锤头+锤片+CAD+说明书)
 2022-10-13 239
2022-10-13 239 -
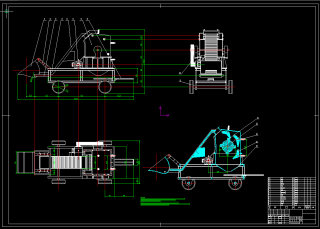
创新噬石建筑垃圾破碎机设计及有限元分析(SW三维+说明书+CAD)
 2022-10-21 266
2022-10-21 266 -
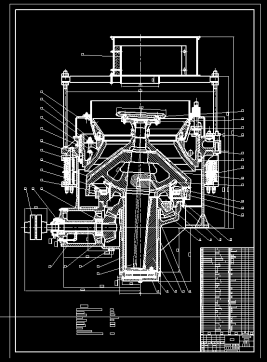
2100标准型圆锥破碎机设计(说明书+全套CAD)
 2022-10-25 237
2022-10-25 237 -
双齿辊破碎机设计(开题报告+全套CAD)
 2022-10-26 266
2022-10-26 266 -
立轴式破碎机的设计(机械毕业设计+说明书+全套CAD)
 2022-11-30 219
2022-11-30 219 -
机械毕业设计锤式破碎机
 2023-06-28 155
2023-06-28 155 -
复摆颚式破碎机-机械毕业设计资料-破碎机
 2023-10-12 231
2023-10-12 231 -
秸秆粉碎装置结构设计-机械毕业设计资料
 2024-06-19 200
2024-06-19 200 -
饲料粉碎机结构设计-机械毕业设计资料-包含SW设计+CAD图纸
 2025-11-11 185
2025-11-11 185
作者:闻远设计
分类:其它行业资料
价格:免费
属性:4 页
大小:21.01KB
格式:DOCX
时间:2023-07-15










