
机加工计算软件


REV 00
零件加工成本计算
零件名称 零件号
Part Name Part Number
图纸号 版本号
Drawing No ISSUE
年用量 零件材料
Annual QTY Material
切削成本
Process 工步名称 切削时间 工步成本
车
粗车 0
半精车 0
精车 0
铣
粗铣 0
半精铣 0
精铣 0
钻钻孔 0
攻螺纹 0
镗
粗镗 0
半精镗 0
精镗 0
铰
粗铰 0
半精铰 0
精铰 0
磨平面磨 0
外圆磨 0
线切割 0
非切削成本
项目 单项时间 单项成本
装夹 0
换刀 0
热处理 0
其它 0
总成本 0
总加工时间 0
机床单位时间
切削成本
机床单位时间
非切削成本

REV 00
计算日期 计算币种 RMB
Calculate Date Currency

车
零件参数
推荐切削参数范围
材料种类 2.0
40.00 0.3
100.00 10
6.00 主轴转速 80
请输入实际切削参数
实际切削深度
5.00
实际每转进给量
0.10
实际主轴转速
800.00
2.5
钻
零件参数
推荐切削参数范围
材料种类 不锈钢
8 ~ 20
12.50 0.12
20.00 27
主轴转速 688
请输入实际切削参数
刀具直径
8.00
实际每转进给量
0.12
实际主轴转速
1000.00
0.166666666666667
镗
零件参数
刀具参数
材料种类 钢、铸钢 刀具材料
硬质合金
加工阶段 精镗 刀具类型
镗刀块
5
5.00
20
推荐切削参数范围
0.6-1.2
1.00
4.00
8
20
1、该表中每一种加工方式的理论工时为单道工步的切削时间,仅用于参考,总的切削时间为所有工步切削时间的总和
2、总加工成本可以参考以下计算公式: C总 = 单位时间机床的切削成本 * 切削时间 + 单位时间机床非切削成本
3、如果表中须输入的前提参数与实际有区别,可以在理论工时的基础上乘以难度系数,推荐难度系数为
>>>>>>>硬质合金车刀车外、内圆理论工时计算<<<<<<<
高锰钢Mn13% 切削深度 mm
工件直径 mm 每转进给量 mm
加工长度 mm 切削速度 m/min
直径余量 mm
理论工时 min
**锥面车削加工长度为锥面母线长度
**工件直径为上道工序所留尺寸
>>>>>>>硬质合金钻头钻孔理论工时计算<<<<<<<
刀具直径 mm
孔直径 mm 每转进给量 mm
深度 mm 切削速度 m/min
理论工时 min
**孔直径为待加工孔直径,即最终加工得到的孔直径
>>>>>>>镗孔理论工时计算<<<<<<<
加工余量 mm 刀具直径 mm
孔深度 mm
切削深度 ap mm
每转进给量 f mm
切削速度 m/min

摘要:
展开>>
收起<<
REV00零件加工成本计算零件名称零件号PartNamePartNumber图纸号版本号DrawingNoISSUE年用量零件材料AnnualQTYMaterial切削成本Process工步名称切削时间工步成本车粗车0半精车0精车0铣粗铣0半精铣0精铣0钻钻孔0攻螺纹0镗粗镗0半精镗0精镗0铰粗铰0半精铰0精铰0磨平面磨0外圆磨0线切割0非切削成本项目单项时间单项成本装夹0换刀0热处理0其它0总成本0总加工时间0机床单位时间切削成本机床单位时间非切削成本REV00计算日期计算币种RMBCalculateDateCurrency车零件参数推荐切削参数范围材料种类2.040.000.3100.00...
相关推荐
-
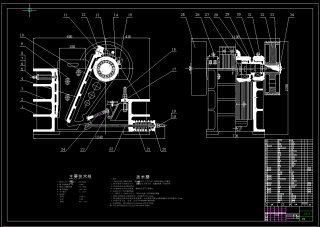
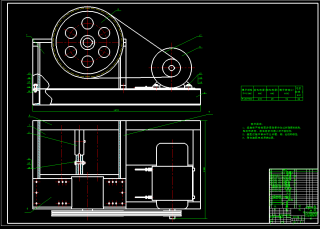
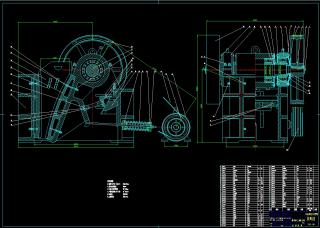
PE250×400复摆颚式破碎机的设计(摆锤式破碎机SW三维设计+说明书+AD)
 2022-10-13 271
2022-10-13 271 -
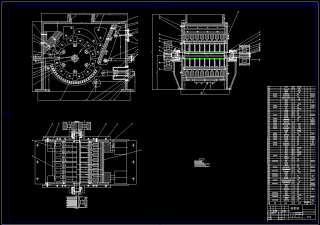
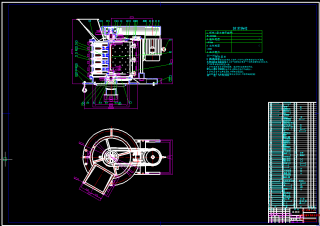
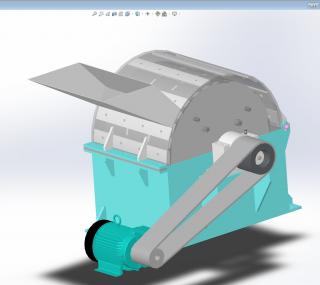
锤式破碎结构设计(锤头+锤片+CAD+说明书)
 2022-10-13 239
2022-10-13 239 -
创新噬石建筑垃圾破碎机设计及有限元分析(SW三维+说明书+CAD)
 2022-10-21 266
2022-10-21 266 -
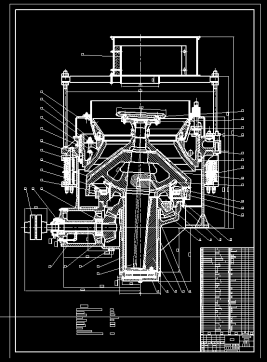
2100标准型圆锥破碎机设计(说明书+全套CAD)
 2022-10-25 237
2022-10-25 237 -
双齿辊破碎机设计(开题报告+全套CAD)
 2022-10-26 266
2022-10-26 266 -
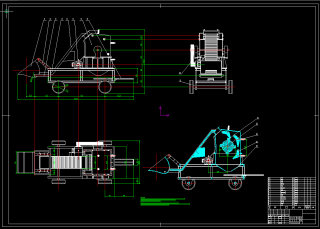
立轴式破碎机的设计(机械毕业设计+说明书+全套CAD)
 2022-11-30 219
2022-11-30 219 -
机械毕业设计锤式破碎机
 2023-06-28 155
2023-06-28 155 -
复摆颚式破碎机-机械毕业设计资料-破碎机
 2023-10-12 231
2023-10-12 231 -
秸秆粉碎装置结构设计-机械毕业设计资料
 2024-06-19 200
2024-06-19 200 -
饲料粉碎机结构设计-机械毕业设计资料-包含SW设计+CAD图纸
 2025-11-11 185
2025-11-11 185
作者:闻远设计
分类:课程设计课件资料
价格:5光币
属性:74 页
大小:230KB
格式:XLS
时间:2025-02-27










