
铣床工时制订表


铣削工时制定参照表
12 36 320 0.05 80
20 5 0.25 19.9 80
f=af*Z Vf=f*n=af*Z*n n=1000*V/(π*d0)
高速钢 硬质合金
铣削深度 粗加工 精加工 0.025 精加工
h(mm) 5-7 0.5-1 10-18 1/2/2008
每齿进给量推荐表
工件硬度 高速钢
工作材料 HB 圆柱铣刀 立铣刀 端铣刀
低碳钢 ≈150 0.12-0.20 0.04-0.2 0.15-0.30
150-200 0.12-0.20 0.03-0.18 0.15-0.30
120-180 0.12-0.20 0.05-0.20 0.15-0.30
中碳钢 180-220 0.12-0.20 0.04-0.20 0.15-0.25
220-300 0.07-0.15 0.03-0.16 0.10-0.20
125-170 0.12-0.20 0.05-0.10 0.15-0.30
的合金钢 170-220 0.10-0.20 0.05-0.10 0.15-0.25
Q345,Q235 220-280 0.07-0.12 0.03-0.08 0.12-0.20
第一步 280-300 0.05-0.10 0.025-0.05 0.07-0.12
根据工件选取铣刀 170-220 0.12-0.20 0.12-0.20 0.15-0.20
确定切削用量 220-280 0.07-0.15 0.07-0.15 0.12-0.15
的合金钢 280-320 0.05-0.12 0.05-0.12 0.07-0.12
320-380 0.05-0.10 0.05-0.10 0.05-0.10
铝镁合金 95-100 0.15-0.20 0.05-0.15 0.2-0.3
铣削速度值推荐表
工件材料 切削速度 m/min 6
硬质合金铣刀 高速钢铣刀 8
<220 60-150 20-40 10
225-290 55-115 15-35 12
300-425 35-75 10-15 14
<220 60-130 20-35 16
铣削宽度Ac(mm) 铣削深度Ap(mm) 加工长度L0(mm) 每齿进给量af(mm) 铣刀直径d0(mm)
铣削速度V(m/min) 齿数Z 每转进给量f(mm/r) 进给速度Vf(mm/min) 铣刀转速n(r/min)
45#(未退火)
含碳量<0.3%
含碳量>0.3%
铣刀直径(mm)
硬度HB
低中碳钢45#:

225-325 50-105 15-25 20
高碳钢 325-375 35-50 10-12 22
375-425 35-45 5-10 25
<220 55-120 15-35 30
合金钢 225-325 35-80 10-25 80
325-425 30-60 5-10 160
工具钢 200-250 45-80 12-25
80
铣加工切入量与超出量计算表
17.80 2.50 36 80 12
使用刀具 L1(mm) L2(mm)
第二步 圆柱铣刀 (Ap*(d0-Ap))^0.5 39.8 1-5mm 2.5
计算切入超出量 三面刃铣刀 (Ap*(d0-Ap))^0.5 39.8 1-5mm 2.5
圆盘铣刀 (Ap*(d0-Ap))^0.5 39.8 1-5mm 2.5
锯片铣刀 (Ap*(d0-Ap))^0.5 39.8 1-5mm 2.5
端铣刀
0.5*(d0-(d0^2-Ac^2)^0.5)
0.5 1-5mm 2.5
立铣刀 d0/2 40.0 1-5mm 2.5
圆盘模数铣刀 (h*(d0-h))^0.5 1-4mm 2.5
铣削基本时间计算公式表
320 17.8 2.5 80.0
第三步
计算基本时间 1 5 12 80
25.50
4.25 4.25 4.25 4.25 4.25
铣销加工步辅助时间表
加工工步
铣平面 0.15 20 40
0.15 Tf2(min) 0.07 0.08
铣侧面 0.15 10 15
台阶 0.15 Tf2(min) 0.66 0.56
铣刀直径d0(mm)
切入量L1(mm) 超出量L2(mm) 铣削深度Ap 铣刀直径d0(mm) 铣削宽度Ac
L1公式 L2选取范围
加工长度L0(mm) 切入量L1(mm) 超出量L2(mm) 每分进给量Vf(mm)
铣削平面(纵横):
走刀次数i(mm) 工件齿数Z 铣削宽度Ac(mm) 工件直径D(mm) 沿圆周进给铣削:
铣切齿轮:
铣削平面(纵横): T基=(L0+L1+L2)/Vf*i 沿圆周进给铣削: T基=(π*D+L1+L2)/Vf
T基合: 铣切齿轮: T基=(Ac+L1+L2)/Vf*Z 结果T基:
T基1: T基2 T基3 T基4 T基5
L—加工长度(mm) S—对边长度(mm) Tf1—与行程无关的辅助时间
Tf2—与行程有关的辅助时间
常量部分Tf1(min) 变量部分Tf2(min)
加工长度L(mm)
加工长度L(mm)

铣槽 0.15 10 25
0.15 Tf2(min) 0.09 0.11
铣键槽 0.17 6 8
0.17 Tf2(min) 0.11 0.13
第四步 铣四方 0.19 8 10
确定加工辅助时间 0.19 Tf2(min) 0.17 0.2
铣六方 0.23 8 10
0.23 Tf2(min) 0.29 0.35
加工工步
铣平面 0.15 230 270 320
0.15 0.2 0.25 0.3
铣侧面 0.15 65 75 90
台阶 0.15 0.22 0.18 0.15
铣槽 0.15 135 160 195
30.15 0.27 0.32 0.38
铣键槽 0.17 35 45 50
0.17 0.33 0.39 0.47
铣四方 0.19 24 27 30
0.19 0.51 0.61 0.73
铣六方 0.23 24 27 30
0.23 0.86 1.04 1.25
1 2 3
零件装卸时间表
零件安装方法 复杂程度 0.5 1 3
虎钳、三爪卡盘 A 0.48 0.67 1.16
顶尖、专用夹具 B 0.99 1.39 2.4
A 0.36 0.72 1.24
分度头 B 1.11 1.57 2.72
螺栓压板 A 0.66 0.93 1.61
第五步 组合夹具 B 1.62 2.29 3.96
确定零件装卸时间 零件装卸时间表
加工长度L(mm)
加工长度L(mm)
加工长度L(mm)
T辅 加工长度L(mm)
常量部分Tf1(min) 变量部分Tf2(min)
合计T辅
常量部分Tf1(min) 1、变量部分Tf2(min) 2、变量部分Tf2(min) 3、变量部分Tf2(min) 合计T辅
零件质量(Kg)
时间T装卸(min)
V型铁、三角铁

摘要:
展开>>
收起<<
铣削工时制定参照表12363200.05802050.2519.980f=af*ZVf=f*n=af*Z*nn=1000*V/(π*d0)高速钢硬质合金铣削深度粗加工精加工0.025精加工h(mm)5-70.5-110-181/2/2008每齿进给量推荐表工件硬度高速钢工作材料HB圆柱铣刀立铣刀端铣刀低碳钢≈1500.12-0.200.04-0.20.15-0.30150-2000.12-0.200.03-0.180.15-0.30120-1800.12-0.200.05-0.200.15-0.30中碳钢180-2200.12-0.200.04-0.200.15-0.25220-3000.07...
相关推荐
-
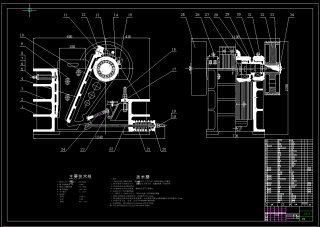
PE250×400复摆颚式破碎机的设计(摆锤式破碎机SW三维设计+说明书+AD)
 2022-10-13 271
2022-10-13 271 -
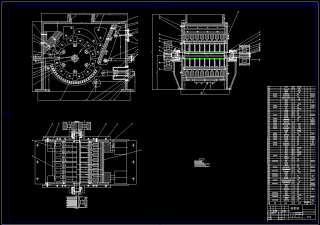
锤式破碎结构设计(锤头+锤片+CAD+说明书)
 2022-10-13 239
2022-10-13 239 -
创新噬石建筑垃圾破碎机设计及有限元分析(SW三维+说明书+CAD)
 2022-10-21 266
2022-10-21 266 -
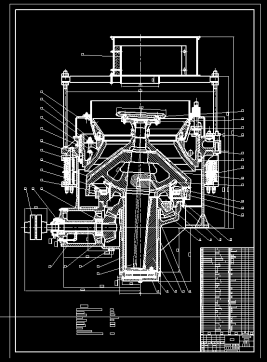
2100标准型圆锥破碎机设计(说明书+全套CAD)
 2022-10-25 237
2022-10-25 237 -
双齿辊破碎机设计(开题报告+全套CAD)
 2022-10-26 266
2022-10-26 266 -
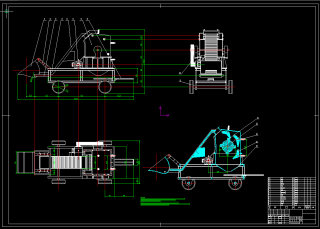
立轴式破碎机的设计(机械毕业设计+说明书+全套CAD)
 2022-11-30 219
2022-11-30 219 -
机械毕业设计锤式破碎机
 2023-06-28 155
2023-06-28 155 -
复摆颚式破碎机-机械毕业设计资料-破碎机
 2023-10-12 231
2023-10-12 231 -
秸秆粉碎装置结构设计-机械毕业设计资料
 2024-06-19 200
2024-06-19 200 -
饲料粉碎机结构设计-机械毕业设计资料-包含SW设计+CAD图纸
 2025-11-11 185
2025-11-11 185
作者:闻远设计
分类:课程设计课件资料
价格:5光币
属性:13 页
大小:46KB
格式:XLS
时间:2025-02-27










