卧式车铣复合加工中心刀库的设计
- 文件清单
- 详细介绍
- 刀库装配图.dwg--点击预览
- 刀套.dwg--点击预览
- 刀套组合图.dwg--点击预览
- 电气原理图.dwg--点击预览
- 机床总体尺寸联系图.dwg--点击预览
- 链条内链板.dwg--点击预览
- 链条外链板.dwg--点击预览
- 说明书格式版本.docx--点击预览
- 外文资料翻译.wps--点击预览
- 蜗杆轴.dwg--点击预览
- 蜗轮.dwg--点击预览
- 蜗轮轮芯.dwg--点击预览
- 蜗轮轮缘.dwg--点击预览
- 蜗轮轴.dwg--点击预览
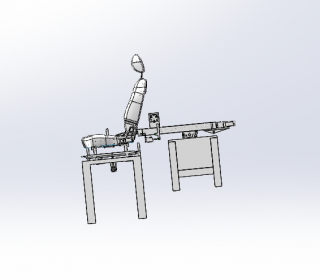
卧式加工中心的主轴处于水平状态,通常带有可进行分度回转运动的正方形工作台。一般具有3~5个运动坐标,常见的是三个直线运动坐标加一个回转运动坐标,它能够使工件在一次装夹后完成除安装面和顶面以外的其余四个面的加工,最适合加工箱体类零件。一般具有分度工作台或数控转换工作台,可加工工件的各个侧面;也可作多个坐标的联合运动,以便加工复杂的空间曲面。 有的卧式加工中心带有自动交换工作台,在对位于工作位置的工作台上的工件进行加工的同时,可以对位于装卸位置的工作台上的工件进行装卸,从而大大缩短辅助时间,提高加工效率。 加工中心的工作原理
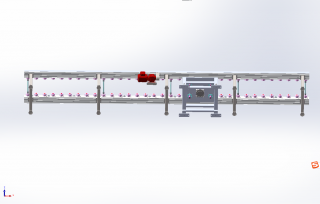
工件在加工中心上经一次装夹后,数字控制系统能控制机床按不同加工工序,自动选择及更换刀具,自动改变机床主轴转速、进给速度和刀具相对工件的运动轨迹及其它辅助功能,依带交换工作台的卧式加工中心(2张)次完成工件多个面上多工序的加工。并且有多种换刀或选刀功能,从而使生产效率大大提高。 加工中心由于工序的集中和自动换刀,减少了工件的装夹、测量和机床调整等时间,使机床的切削时间达到机床开动时间的80%左右(普通机床仅为15~20%);同时也减少了工序之间的工件周转、搬运和存放时间,缩短了生产周期,具有明显的经济效果,本次设计以加工中心自动换刀装置中的刀库的设计与控制为背景,根据使用的场合和实际运用的要求,设计了相应的40刀的链式刀库,并且对它的控制进行了一定的研究。
论文首先对40刀刀库总体设计方案进行阐述,阐述其各部件的工作原理,然后就刀库的结构设计与控制分节对各个部分进行计算与设计。
刀库的机构设计是研究的重点,传动部分为蜗杆蜗轮的减速装置,控制部分为刀库送刀机构,由PLC控制刀库的正反转。
论文首先对40刀刀库总体设计方案进行阐述,阐述其各部件的工作原理,然后就刀库的结构设计与控制分节对各个部分进行计算与设计。 刀库的机构设计是研究的重点,传动部分为蜗杆蜗轮的减速装置,控制部分为刀库送刀机构,由PLC控制刀库的正反转。


相关推荐
-
2024年党建工作要点工作计划5篇供参考
 2023-12-16 999+
2023-12-16 999+ -
2025年专题生活会对照带头严守政治纪律和政治规矩,维护党的团结统一等“四个带头方面”个人对照检查发言材料4110字文稿
 2024-12-21 999+
2024-12-21 999+ -
2025年医保局局长、科技局领导干部专题“四个带头”方面对照检查材料2篇例文(附:反面典型案例剖析情况)
 2025-02-09 492
2025-02-09 492 -
2025年国有企业党委书记、市总工会党组书记民主生活会“四个带头”方面对照个人检查发言材料2篇文(附:典型案例、上年度整改+个人情况)
 2025-02-09 529
2025-02-09 529 -
2025年市委组织部部长、教育局党委书记生活会“四个带头”个人对照检查发言材料2篇文(典型案例+个人事项)
 2025-02-09 654
2025-02-09 654 -
2025年市财政局党组书记、局长、市检察院党组领导班子对照“四个带头”方面生活会个人对照检视发言材料2篇文(含以案为鉴反思、以案促改促治方面)
 2025-02-09 539
2025-02-09 539 -
市检察院党组、市财政局领导班子2025年生活会对照“四个带头”方面检视发言材料2份文【含以违纪行为为典型案例剖析】
 2025-02-09 476
2025-02-09 476 -
2025年市财政局领导对照“四个带头”生活会检视发言材料2篇例文【含以违纪行为为典型案例剖析】
 2025-02-09 596
2025-02-09 596 -
单位领导班子2025年聚焦“四个带头”生活会对照检查材料2篇文(含:典型案例剖析反思、落实意识形态责任制)
 2025-02-09 789
2025-02-09 789 -
2025年镇党委副书记、市科学技术局领导班子生活会对照“四个带头”检视材料2篇文【含违纪行为典型案例分析】
 2025-02-09 269
2025-02-09 269